|
A la hora de programar una máquina (programar los movimientos de la herramienta), los movimientos se señalan como coordenadas de un sistema de coordenadas, pero de cual. En una máquina existen fundamentalmente dos tipos de sistemas de coordenadas:
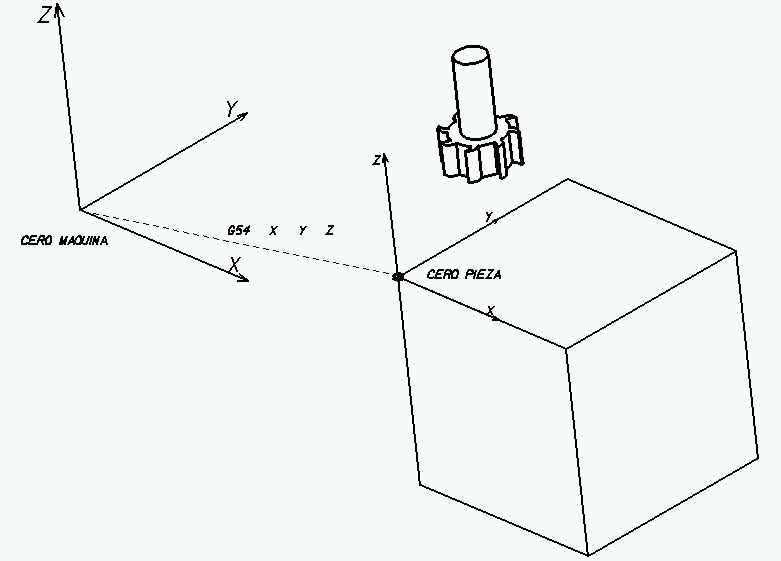
El cero máquina es un punto estándar, definido generalmente por el constructor en función de la máquina en cuestión. El cero máquina no tiene que poder ser alcanzado por la herramienta. Generalmente están fijados dentro de una tabla de parámetros que no deben ser modificados. Para activarlo se emplea la orden G53 seguido de la posición a la que se envía la herramienta. Ejemplo: N10 ... No es conveniente la programación empleando el cero máquina.
1.4.2. Sistema de coordenadas pieza. El sistema de coordenadas pieza también son conocidos como decalajes de origen. Los decalajes de origen ajustabas definen el origen de la pieza para todos los ejes del sistema de coordenadas básico. Ello permite utilizar convenientemente algunas funciones G, ya que éstas se pueden referir al sistema de coordenadas de la pieza o de la máquina. Mediante las instrucciones G54 hasta G59 se pueden desplazar desde el programa de pieza el origen de la máquina al origen de la pieza. El resto de secuencias de desplazamiento en el programa de control numérico van referidas al origen de la pieza. Se pueden utilizar los 6 decalajes de origen existentes para, por ejemplo, realizar operaciones de mecanizado múltiples, definir y llamar al amarre de 6 piezas simultáneamente, etc. G53: Desactivación por secuencia, incluyendo los decalajes programados. Activación del cero máquina. N10 G54 Activación del primer decalaje de origen. N20 M98 P10025 Llamada al subprograma de mecanizado. N30 G57 Activación del segundo decalaje de origen. N40 M98 P10025 Llamada al subprograma de mecanizado. N50 G58 Activación del tercer decalaje de origen. N60 M98 P10025 Llamada al subprograma de mecanizado. N70 G53 Origen máquina |